


文章来源:www.luoyinggd.com 文章作者:那片海 更新时间:2018-08-04 点击次数:195
钢制伸缩器在管道内能在一定角度克服管道对接不同轴向而产生的偏移,能极大的方便阀门管道的安装与拆卸,在管道允许伸缩量中可以自由伸缩,一旦越过其大伸缩量就起到限位的作用,确保管道的安全运行。
钢制伸缩器进行焊前预热的焊件,其层间温度应在规定的预热温度范围内。当焊件温度低于0摄氏度是,钢材的焊缝应在始焊处100mm范围内预热到15摄氏度以上。对有应力腐蚀的焊缝,应进行焊后热处理。非奥氏体异种钢焊接时,应按焊接性较差的一侧钢材选定焊前预热和焊后热处理温度,但焊后热处理温度不应超过另一侧钢材的临界点。调制钢焊缝的焊后热处理温度,应低于其回火温度。
钢制伸缩器焊前预热的加热范围,应以焊缝中心为基准,每侧不应小于焊缝宽度的3倍;加热带以外部分应进行保温。钢制伸缩器焊前预热及焊后热处理过程中,焊件内外壁温度应均匀。钢制伸缩器焊前预热及焊后热处理时,应测量和记录其温度,测温点的部位和数量应合理,测温仪表应经计量检定合格。对容易产生焊接延迟裂纹的钢材,焊后应及时进行焊后热处理,当不能及时进行焊后热处理时,应在焊后立即均匀加热至200-300℃。斌进行保温锾冷,其加热范围应与焊后热处理要求相同。
钢制伸缩器焊前预热及焊后热处理温度应符合设计或焊接作业指导书的规定,当无规定时,常用管材焊接的焊前预热及焊后热处理温度应符合现行~标准的有关规定。当采用钨极氩弧焊打底时,焊前预热温度可按规定的显现温度降低50℃。更详细的信息请登录我们的官方网站:www.shluoying.com

地址:上海市松江区松蒸公路北侧标准厂房10幢电话:021-622-12627传真:021-6420-7088邮箱:info@luoyingsh.com
版权所有:上海骆盈管道设备有限公司备案号:沪ICP备10030623号-6
 传力接头伸缩器案例
传力接头伸缩器案例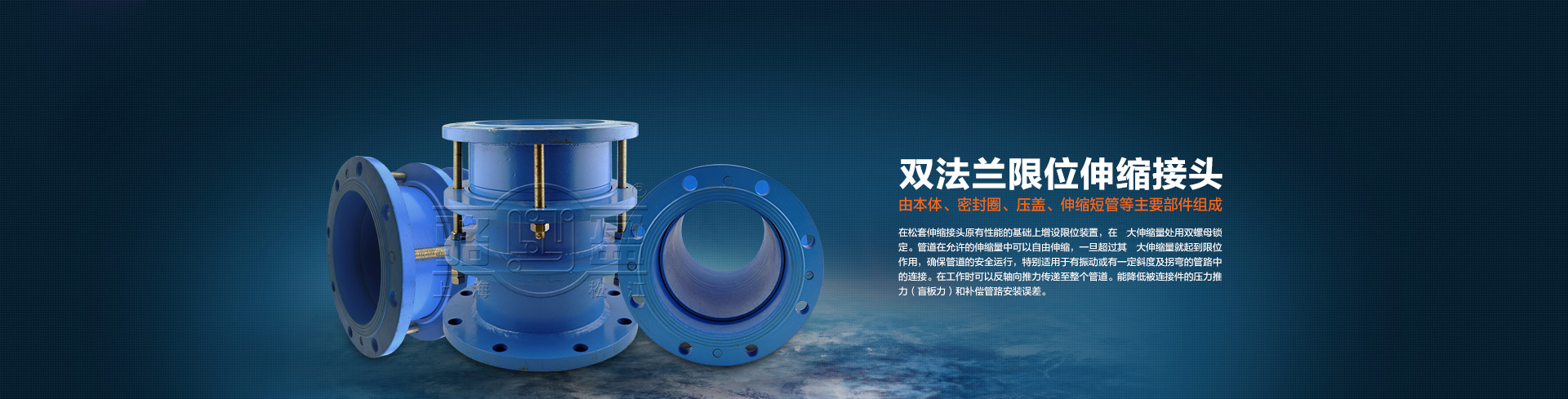 双法兰限位伸缩器
双法兰限位伸缩器 套管伸缩器
套管伸缩器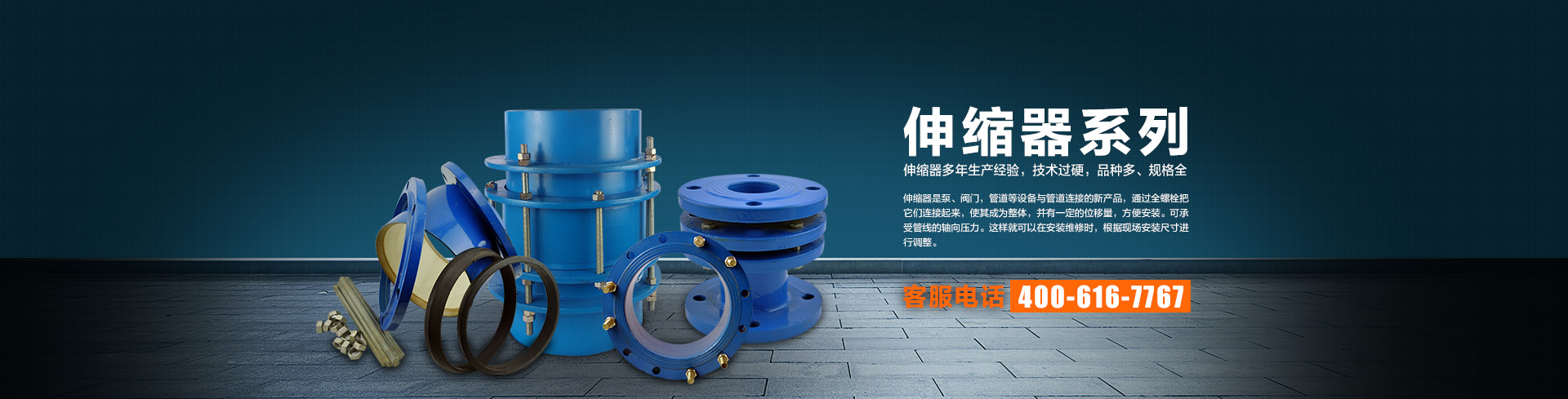 伸缩器
伸缩器