


文章来源:www.luoyinggd.com 文章作者:那片海 更新时间:2018-08-04 点击次数:590
伸缩器采用金属铸造或焊接组成,松套部拉选用梯形圆环橡胶密封圈,在在压盖和螺旋栓的作用下,利用橡胶的压缩弹性变形原理,迫使密封圈度变形于伸缩接头本体伸缩管外壁之间进行静密封。伸缩器的金属材质和密封圈严格按使用性能及用户要求选用,伸缩器的材质外部深装高强度防腐漆料,伸缩器各部连接螺栓为高强度石灰钢或不锈钢制作。因为伸缩器本体占伸缩管之间有一定间隙,使它具有一定的轴向和径向位移,因此,伸缩器在管道中能有效的补偿和缓解管道盲板推力,又能便于水泵、阀门的安装维修和更换,伸缩器实为管道安装及运行中为理想的配套产品。
伸缩器一般的制作材质都是Q235-A型碳钢的,在生产制作过长中大多数都是经过焊机直接焊接的,而且在使用过程中都需要承受一定的压力,因此在生产过程中,对伸缩器的焊接要求是很高的。伸缩器的焊接一般采用BX1-500型交流焊机,这种焊机是手工焊条焊接的焊机,在焊接过程中有药皮保护,熔池降温速度慢对焊缝的形成具有一定的保护作 用,现在一般采用的都是这种焊机。在焊接时一定要注意焊缝的焊接质量,焊接过程中,行进速度一定要适中,多需要焊接的缝隙两边充分的尽心融化,使焊缝可以充分的融合,从而达到严密焊接的要求,焊接时不能出现砂眼、缝隙等,一般采用拉焊的方法,不能采用点焊,点焊速度慢,效果没有拉焊好。在焊接前期的元车加工和卷圆加工也会对焊接的缝隙有一定的影响,焊接缝隙不能过大,而且焊接的圆形缝隙四周缝隙要均匀,这样焊接出来的效果才会又快又好。在焊接后药皮和焊渣 不能很快的进行清除,要等到成分冷却后进行清除,可以保护焊缝的形成。焊接完毕后进行试压实验,试压实验成功后进行喷漆,安装,后包装。

上一篇:SSQ-3型套管式伸缩器下一篇:伸缩接头的五项优点
地址:上海市松江区松蒸公路北侧标准厂房10幢电话:021-622-12627传真:021-6420-7088邮箱:info@luoyingsh.com
版权所有:上海骆盈管道设备有限公司备案号:沪ICP备10030623号-6
 传力接头伸缩器案例
传力接头伸缩器案例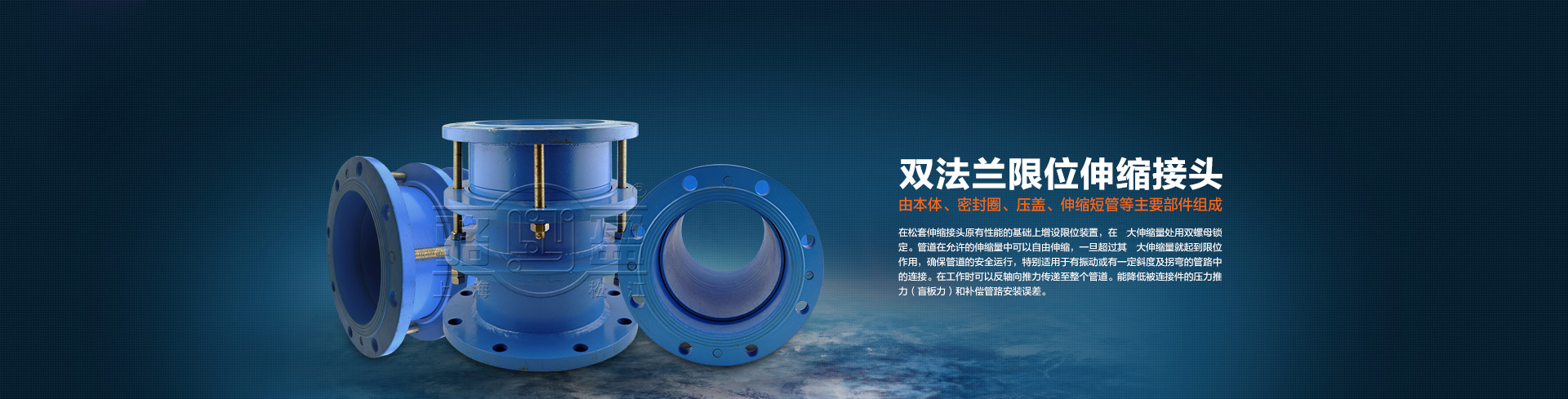 双法兰限位伸缩器
双法兰限位伸缩器 套管伸缩器
套管伸缩器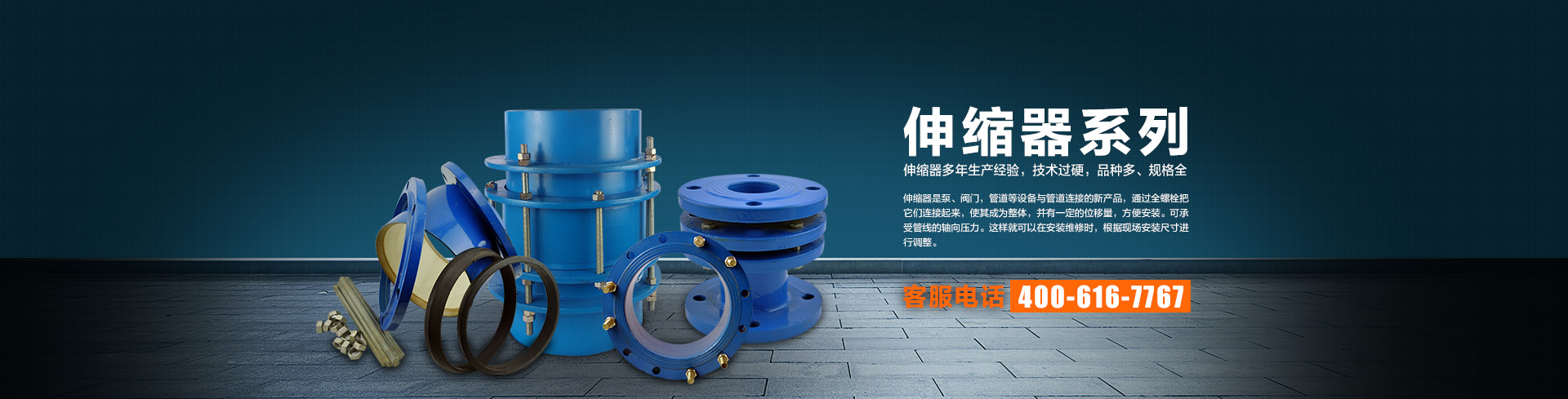 伸缩器
伸缩器