
思茅区,隶属于云南省普洱市,位于云南省南部、普洱市中南部、澜沧江中下游,地理坐标处在北纬22°27′-23°06′、东经100°19′-101°27′之间。思茅区是普洱市委、所在地,是普洱市的政治、经济、文化处和连接东南亚的交通枢纽。 2012年,思茅区下辖3乡4镇,总面积3928平方公里,总人口30.64万人(2012年)。2012年,思茅区实现生产总值771565万元,比2011年增长16.1百分之。 思茅区是历史上的茶马古道-南方丝绸之路的起点,为云南三大海关重镇之一,曾有"东南亚陆路码头"和"银思茅"之称。思茅区主要遗迹有石屏会馆、思茅文庙、思茅老海关、茶马古道等;历史人物有同盟会会员吕志伊、清官陈启周等。 思茅区是云南省普洱市下辖区,位于云南省南部、普洱市中南部、澜沧江中下游,曾有“东南亚陆路码头”和“银思茅”之称,是历史上的茶马古道——南方丝绸之路的起点。 思茅区属低纬高原南亚热带季风气候,地势西北高、东南低、中部隆起,有石屏会馆、思茅文庙等景点。 思茅区,隶属于云南省普洱市,位于云南省南部、普洱市中南部、澜沧江中下游,位于北纬22°27′-23°06′、东经100°19′-101°27′之间,东连江城县,西接澜沧县和景谷傣族彝族自治县,南邻西双版纳傣族自治州,北临宁洱县,总面积3928平方公里。 [1] 根据第七次人口普查数据,截至2020年11月1日零时,思茅区常住人口为416188人。 思茅区是历史上的茶马古道—南方丝绸之路的起点,为云南三大海关重镇之一,曾有“东南亚陆路码头”和“银思茅”之称。思茅区主要遗迹有石屏会馆、思茅文庙、思茅老海关、茶马古道等;历史人物有同盟会会员吕志伊、清官陈启周等。 [1] 2020年,思茅区实现生产总值2241116万元,按可比价格计算,比上年增长0.6百分之。其中,产业增加值209151万元,增长3.9百分之;产业增加值670888万元,下降5.9百分之;第三产业增加值1361077万元,增长4.1百分之。三次产业增加值结构由上年的8.6:32.1:59.3调整为9.3:30.0:60.7。

云南省普洱市思茅区双法兰限位
伸缩器多方面使用让它的发展越来越好,不同可用环境,不同流通介质能够挑选可用的结构和材质来达到要求。双法兰
限位伸缩器材质一般分为:球磨铸铁,碳钢,灰铁,不锈钢等类别。
本产品主要是由本体、密封圈、压盖、伸缩短管等主要部件组成。使用性能良好让它的应用越发多方面,它良好的综合性能主要体现在,原有性能基础上增加限位装置,在大伸缩量处用双螺母锁定。管道在允许的伸缩范围内能够自由伸缩,要是超过大伸缩量就起能到限位,保证管道的稳定运行,尤其比较适用于有振动或有一定斜度及拐弯的管路中的连接。
郑州双法兰限位伸缩器作用原理是什么呢?本产品制做材料采用高强度碳钢或不锈钢做选材,采用良好橡胶,使用橡胶紧缩弹性变形原理,在压盖的和螺栓的效果下密封。本产品焊接的较高温度不同,又因热传导需要一定的时间,因此各点是在不同的时间到较高温度点的。但总的来看焊接过程中,焊缝的产生是一次冶金过程。焊缝附近区域的金属相等于收到了一次不同规范的热处理,必将会产生相应组织与使用性能的变化。焊接时,焊缝的结晶是从熔池底部底壁开始成长的。因结晶时各个方向的冷却速度不同,进而产生柱状的铸态组织(由铁素体和少量珠光体所组成)。因结晶是从熔池地步的半融化区开始进行的,低熔点的硫、磷杂质和氧化铁等易偏析物质集中在焊缝区域,将影响到双法兰限位伸缩器的力学性能。
此外,因为本产品焊缝附近各点的受热情况不同,热影响区可分为熔合区和过热区、正火区和部分相变区等。本产品的熔合区是焊缝和基本金属的交接过渡区,此区温度处在固相线和液相线之间,因为焊接过程中母材的温度部分融化,因此也称为半融化区。这时,融化得金属凝固成铸态组织,为融化的金属因为加热温度过高产生过热的粗晶,在低碳钢焊接时,本产品焊接区虽然很小(0.1-1mm)但是因为其强度和韧性都下降,并且在此端面变化,易引起应力集中,因此熔合区在很大的程度上决定着焊接的使用性能。
双法兰限位伸缩器生产工艺比较好,在进行焊接时,需要使其两端接口整体保持温度匀称,局部过热现象将会造成焊接出现差错,焊接不齐和变形。焊接时,尽量保持焊条的干燥,郑州双法兰限位伸缩器使用时管口对好,保持水平一条直线上,焊接口要注意,对好后不可有错位,质检留有间隙,必要时可以用夹持器工具,定位后,进行点焊,管径稍大时应当用四点焊接,匀称分配上下左右,点焊后还需要进一步检查本产品两端,没有问题则进行后的焊接,焊接以半圆为单位,先焊接一半圆,在焊接另一半,焊接前清理以前点焊的残渣,整个焊接过程防止出现未焊透,夹杂,气孔。
本产品的焊接工艺直接关系到质量的好赖,因而针对想购买双法兰限位伸缩器客户的而言。了解本产品焊接工艺还是十分有必要的。
本产品的焊接工艺一般分熔焊、压焊和钎焊三大类,随着焊接的应用,需用对焊缝进行无损检测.如今的焊接工艺已能焊出无内外缺陷的、机械性能等于甚至于高于被连接体的焊缝。本产品处的强度除了会受到焊缝质量影响外,还和他的尺寸、形状、受力位置和工作条件等有关。
如今焊接方式可分手工焊接和自动焊接两种。因为自动焊接工艺目前还不够成熟,本产品的焊接以手工焊为主。
手工焊接主要可分纤维素焊条下向焊和低氢焊条下向焊。手工电弧焊向上焊技术是我国以往管道施工中的主要焊接方法,其特点为管口组对间隙较大,焊接过程中采用息弧操作法完成,每层焊层厚度较大,焊接效率低。手工电弧焊方法灵活简便、适应性强,其下向焊和上向焊两种方法的有机结合及纤维素焊条良好的根焊适应性在许多场合下仍是自动焊方法所不可以替代的。
动焊是双法兰限位伸缩器焊接发展的必然趋势,管道自动焊技术因为焊接效率高,劳动强度小,焊接过程受人为因素影响小等优势,在大口径、厚壁管道生产中应用潜力很大。




 传力接头伸缩器案例
传力接头伸缩器案例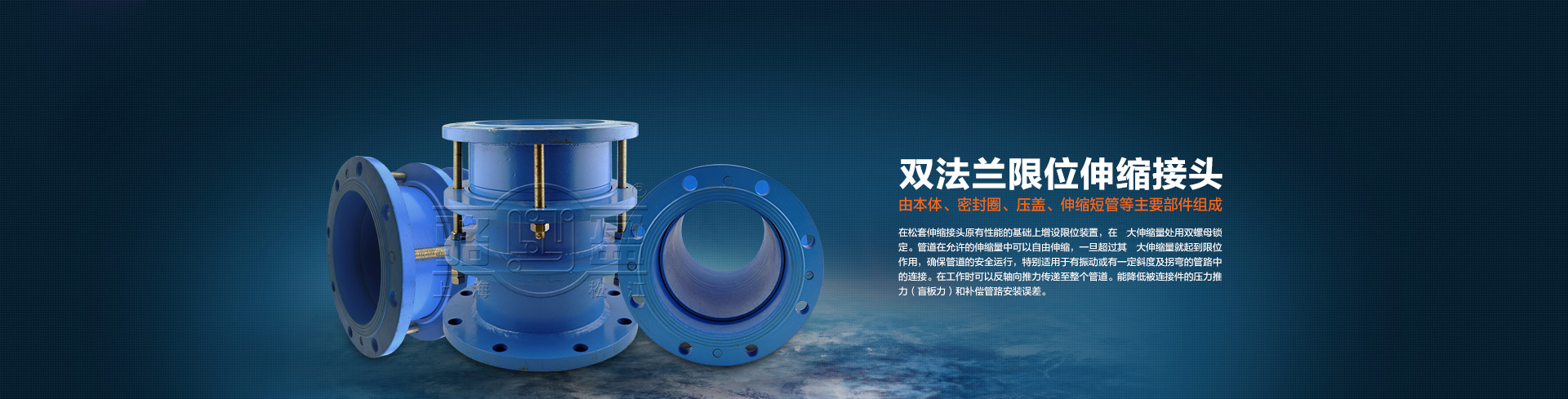 双法兰限位伸缩器
双法兰限位伸缩器 套管伸缩器
套管伸缩器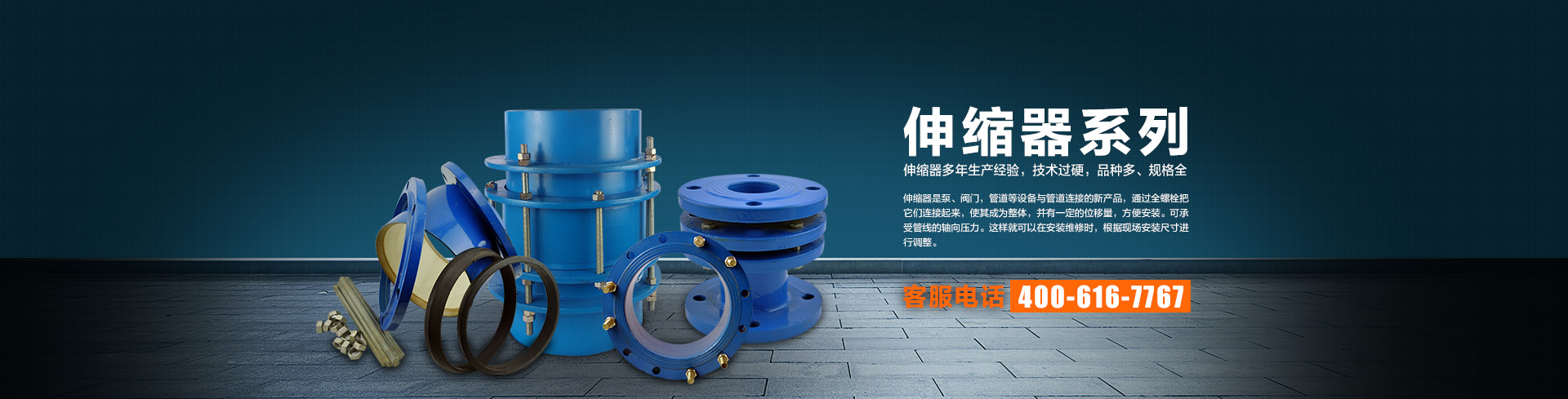 伸缩器
伸缩器